English
English Español
Español
Content
Core Categories of Material Handling Equipment
Material Handling Equipment plays a crucial role in modern warehousing and production sites. According to industry standards, it can be summarized into the following four categories:
1. Transportation Equipment
Including manual/electric pallet trucks, forklifts, AGVs, conveyors, etc., used for horizontal movement of goods within the warehouse.
References show that transportation equipment is the foundation of material handling systems, covering manual, semi-automatic, and fully automatic forms.
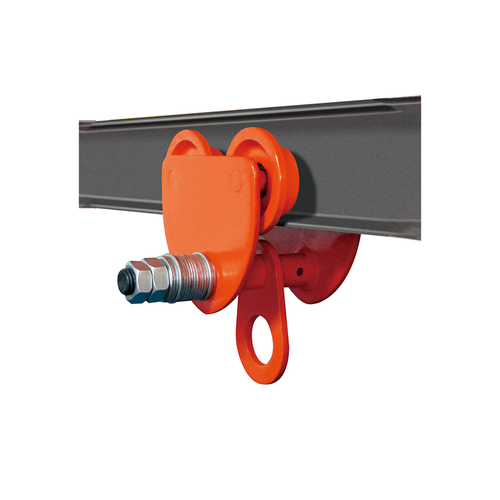
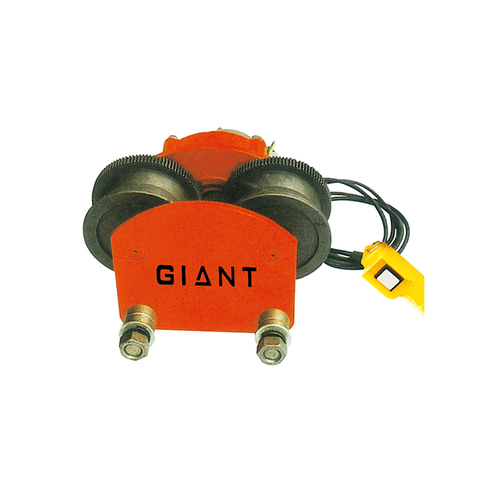
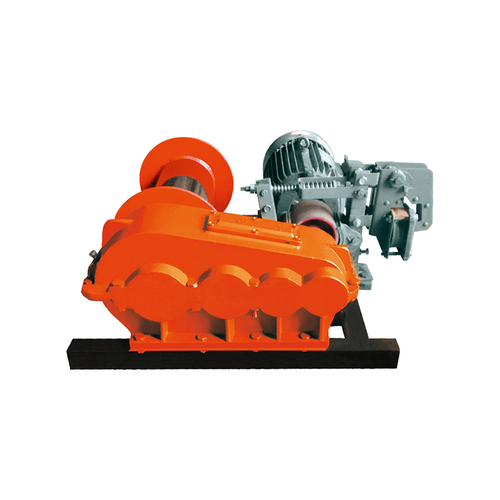
2. Lifting Equipment
Including chain/electric hoists, winches, manual jacks, lifting platforms, boom lifts, etc., used for vertical transport.
This type of equipment offers diverse options in terms of lifting weight and height to meet different operational needs.
3. Storage and Retrieval Systems
Including stacker cranes, automated storage and retrieval systems (AS/RS), racking, pallet racks, and automated warehouses, used for efficient space utilization and rapid goods retrieval.
Research indicates that the rational layout of storage systems directly affects picking path length and space utilization.
4. Auxiliary and Specialized Equipment
Such as lifting clamps, steel jacks, hydraulic tools, toy equipment, and customized plastic parts, providing specialized solutions for specific industries or special working conditions.
These devices often enhance operational safety and efficiency through customized design.